Job 12:
MARSHALL METHOD OF MIX DESIGN
ASTM DESIGNATION: D 1559-76, D 6927-15
SCOPE & SIGNIFICANCE:
- This test method covers measurement of resistance to plastic flow of 4 in. (102 mm) cylindrical specimens of asphalt paving mixture loaded in a direction perpendicular to the cylindrical axis by means of the Marshall apparatus. This test method is for use with dense graded asphalt mixtures prepared with asphalt cement (modified and unmodified), cutback asphalt, tar, and tar-rubber with maximum size aggregate up to 1 in. (25 mm) in size (passing 1 in. (25 mm) sieve).
- Marshall stability and flow values along with density; air voids in the total mix, voids in the mineral aggregate, or voids filled with asphalt, or both, filled with asphalt are used for laboratory mix design and evaluation of asphalt mixtures. In addition, Marshall stability and flow can be used to monitor the plant process of producing asphalt mixture. Marshall stability and flow may also be used to relatively evaluate different mixes and the effects of conditioning such as with water.
- Typically, Marshall stability is the peak resistance load obtained during a constant rate of deformation loading sequence. However, depending on the composition and behavior of the mixture, a less defined type of failure has been observed. As an alternative method, Marshall stability can also be defined as the load obtained, when the rate of loading increase begins to decrease, such that the curve starts to become horizontal. The magnitude of Marshall Stability varies with aggregate type and grading and bitumen type, grade and amount.
- Marshall flow is a measure of deformation (elastic plus plastic) of the asphalt mix determined during the stability test.
RELATED THEORY:
INTRODUCTION:
The Marshall Method of mix design is intended both for laboratory design and field control of bituminous hot-mix dense graded paving mixtures. Originally developed by Bruce Marshall of the Mississippi State Highway Department, the US Army Corps of Engineers refined and added certain features to Marshall’s approach and it was then subsequently formalized as ASTM D 1559 and AASHTO T245.
Bituminous mixes (sometimes called asphalt mixes) are used in the surface layer of road and airfield pavements. The mix is composed usually of aggregate and asphalt cements. Some types of bituminous mixes are also used in base coarse. The design of asphalt paving mix, as with the design of other engineering materials is largely a matter of selecting and proportioning constituent materials to obtain the desired properties in the finished pavement structure.
THE DESIRABLE PROPERTIES OF ASPHALT MIXES ARE:
- Resistance to permanent deformation: The mix should not distort or be displaced when subjected to traffic loads. The resistance to permanent deformation is more important at high temperatures.
- Fatigue resistance: the mix should not crack when subjected to repeated loads over a period of time.
- Resistance to low temperature cracking. This mix property is important in cold regions.
- Durability: the mix should contain sufficient asphalt cement to ensure an adequate film thickness around the aggregate particles. The compacted mix should not have very high air voids, which accelerates the aging process.
- Resistance to moisture-induced damage.
- Skid resistance.
- Workability: the mix must be capable of being placed and compacted with reasonable effort.
- Low noise and good drainage properties: If the mix is to be used for the surface (wearing) layer of the pavement structure.
- Stability
- Flexibility
- Sufficient air voids to prevent bleeding
DESIGN OF BITUMINOUS MIX:
The design includes the proportion of:
- Coarse aggregate
- Fine aggregate
- Filler (to increase density and to fill the voids in bituminous mix)
- Bitumen binder
VARIOUS TESTS FOR BITUMINOUS MIX:
- Marshal stability test (mostly used)
- Hveem stabilometer test
- Hubbard field test
- Super pave mix design method
OUTLINE OF MARSHAL STABILITY TEST:
It uses standard compacted cylindrical test specimens (64 mm high and 102 mm in diameter).
The principal features of Marshall Method of mix design are:
- Density Void Analysis
- Stability and Flow Test of compacted test specimen.
- Bulk density determination
STABILITY:
“Stability of test specimens is the maximum load resistance developed by standard test specimen at 600C in Newton”.
The applied testing load is determined from calibrated proving ring.
FLOW:
“Flow value is the total movement or displacement occurring in the specimen between no load and the point of maximum load during test in units of 0.25mm”
The point of failure is defined by the maximum load reading obtained.
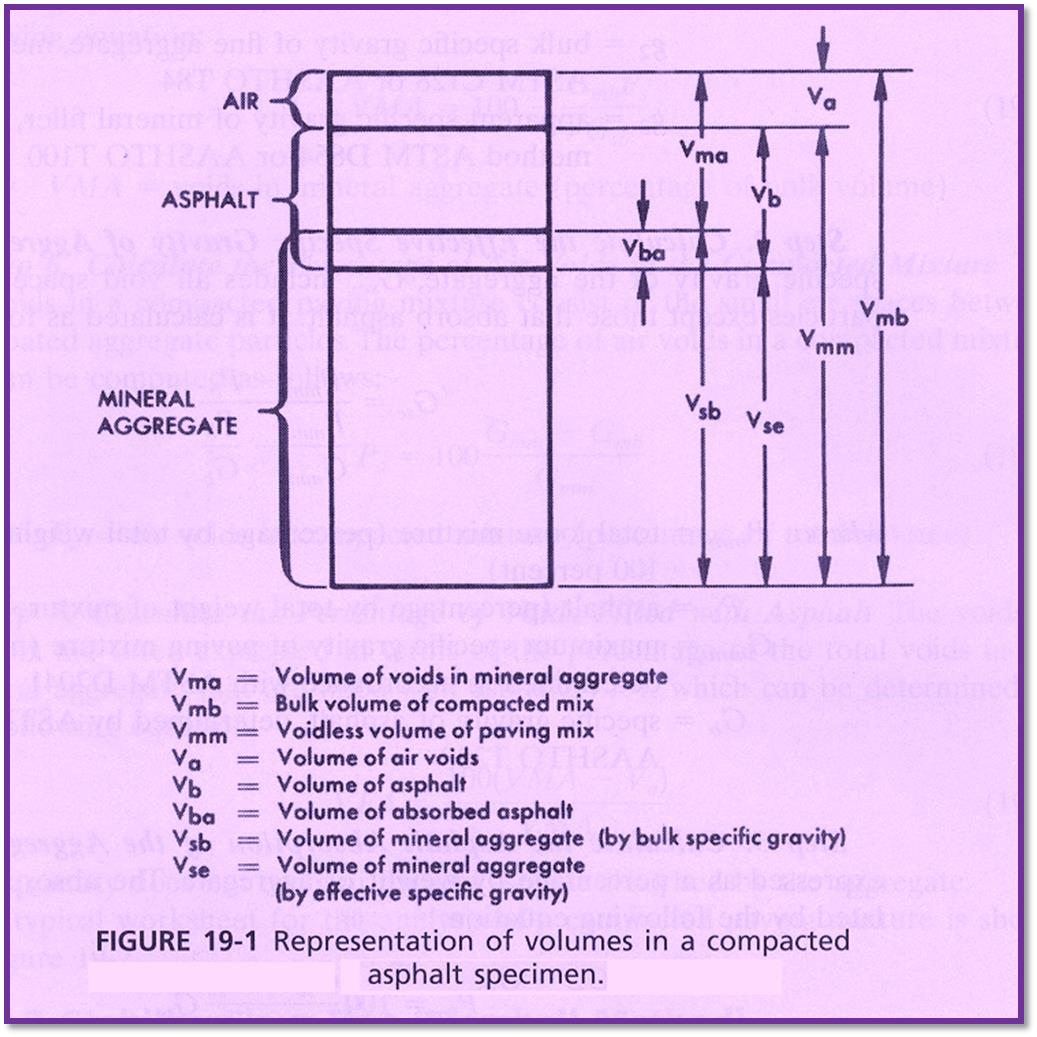
BULK SPECIFIC GRAVITY OF THE COMPACTED SPECIMEN (
):
The bulk density of the sample is usually determined by weighting the sample in air and in water. It may be necessary to coat samples with paraffin before determining density. The specific gravity Gmb of the specimen is given by
where,
Gmb = bulk specific gravity of a compacted mixture
Wa = weight of sample in air (g)
Ww = weight of sample in water (g)
MAXIMUM SPECIFIC GRAVITY OF A PAVING MIXTURE
:
Since the aggregate mixture consists of different fractions of coarse aggregate, fine aggregate, and mineral filler with different specific gravities, the bulk specific gravity of the total aggregate in the paving mixture is given as
Where,
Gmm = maximum specific gravity of paving mixture
W1 = % weight of coarse aggregates
W2 = % weight of fine aggregates
W3 = % weight of mineral aggregates
W4 = % weight of bitumen
G1 = Specific gravity of coarse aggregates
G2 = Specific gravity of fine aggregates
G3 = Specific gravity of mineral aggregates
G4 = Specific gravity of bitumen
PERCENT AIR VOIDS IN COMPACTED MIXTURE (
Percent air voids is the ratio (expressed as a percentage) between the volume of the air voids between the coated particles and the total volume of the mixture.
The total volume of the small pockets of air between the coated aggregate particles throughout a compacted paving mixture, expressed as percent of the bulk volume of the compacted paving mixture.
Where,
Va = air voids in compacted mixture as a % of total volume
Gmm = maximum specific gravity of paving mixture
Gmb = bulk specific gravity of a compacted mixture
PERCENTAGE OF VOIDS IN BITUMEN (
):
VOIDS IN MINERAL AGGREGATE (VMA)
The total volume of voids in the aggregate mix (when there is no bitumen) is called Voids in Mineral Aggregates (VMA). In other words, VMA is the volume of intergranular void space between the aggregate particles of a compacted paving mixture. It includes the air voids and the volume of bitumen not absorbed into the aggregate. VMA is expressed as a percentage of the total volume of the mix.
When VMA is too low, there is not enough room in the mixture to add sufficient bitumen binder to coat adequately over the individual aggregate particles. Also, mixes with a low VMA are more sensitive to small changes in bitumen binder content. Excessive VMA will cause unacceptably low mixture stability
Va= % of voids in aggregates
Vb= % or voids in bitumen
VOIDS FILLED WITH BITUMEN (VFB):
VFB is the voids in the mineral aggregate frame work filled with bitumen binder. This represents the volume of the effective bitumen content. It can also be described as the percent of the volume of the VMA that is filled with bitumen. VFB is inversely related to air voids and hence as air voids decreases, the VFB increases.
where,
Vb is air voids in the bitumen
VMA is the voids in the mineral aggregate.
The decrease of VFB indicates a decrease of effective bitumen film thickness between aggregates, which will result in higher low-temperature cracking and lower durability of bitumen mixture since bitumen perform the filling and healing effects to improve the flexibility of mixture.
ROLE OF VOLUMETRIC PARAMETERS OF MIX:
Bitumen holds the aggregates in position, and the load is taken by the aggregate mass through the contact points. If all the voids are filled with bitumen, the one to one contact of the aggregate particles may lose, and then the load is transmitted by hydrostatic pressure through bitumen, and hence the strength of the mix reduces. That is why stability of the mix starts reducing when bitumen content is increased further beyond a certain value.
During summer season, bitumen softens and occupies the void space between the aggregates and if void is unavailable, bleeding is caused. Thus, some amount of void is necessary in a bituminous mix, even after the final stage of compaction. However excess void will make the mix weak from its elastic modulus and fatigue life considerations. Evaluation and selection of aggregate gradation to achieve the specified minimum VMA is the most difficult and time-consuming step in the mix design process.
Trends and Relations of Test Data:
The test property curves, plotted as described in Figure 1, should follow the pattern as described in the figure in a consistent form. Trends generally noted are outlined as follows:
- The stability value increases with increasing asphalt content up to a maximum after which the stability decreases.
- The follow value increases with increasing asphalt content.
- The curve for unit weight of total mix is similar to the stability curve, except that the maximum unit weight normally (but not always) occurs at a slightly higher asphalt content than the maximum stability.
- The percent of air voids decreases with increasing asphalt content, ultimately approaching a minimum void content.
- The percent voids in the mineral aggregate generally decrease to a minimum value then increase with increasing asphalt contents.
- The percent voids in the aggregate filled with asphalt rises rapidly at low binder contents and tends to level off at high binder contents.
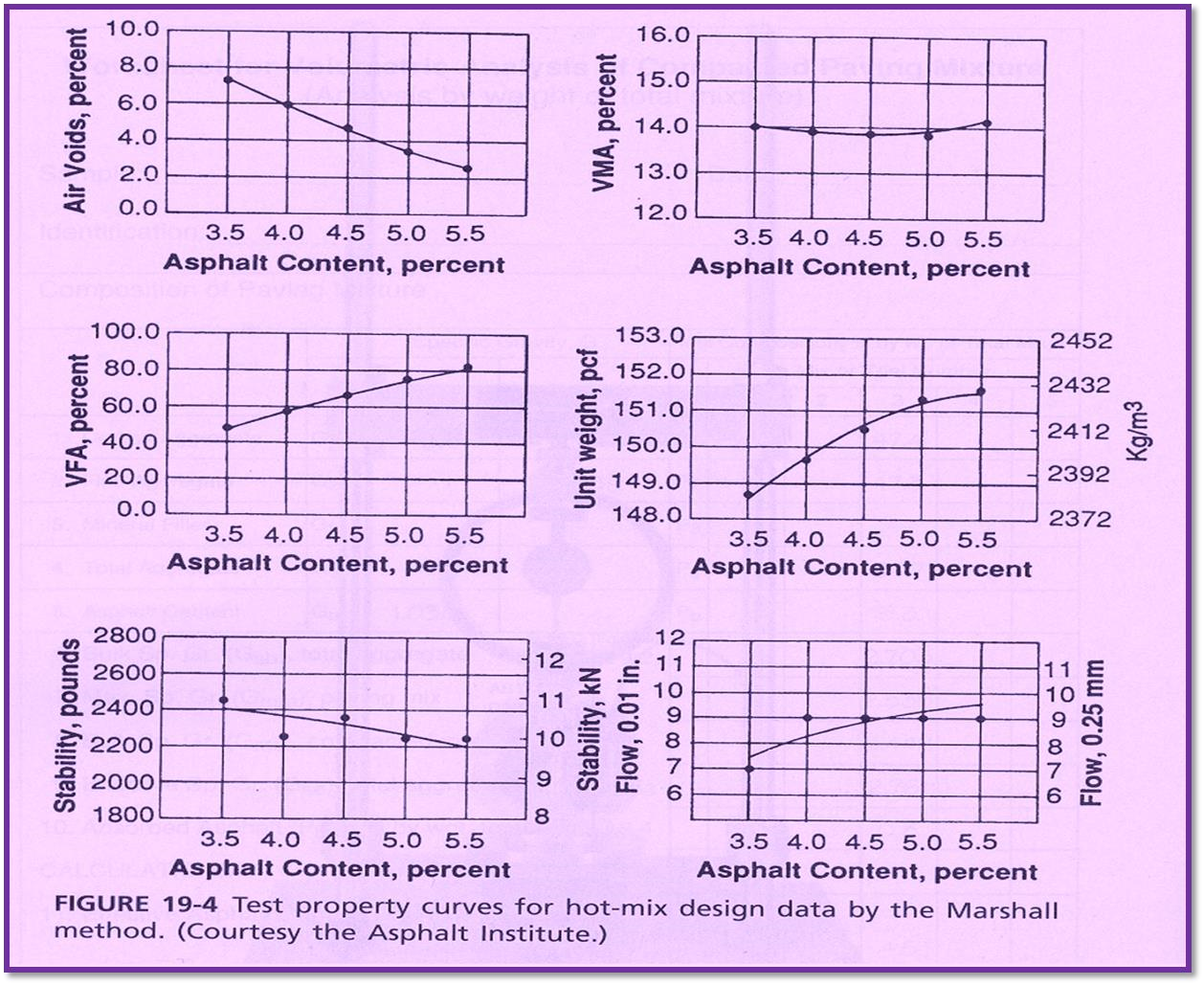
Figure 1
DETERMINE MARSHALL STABILITY AND FLOW:
Marshall stability of a test specimen is the maximum load required to produce failure when the specimen is preheated to a prescribed temperature placed in a special test head and the load is applied at a constant strain. While the stability test is in progress dial gauge is used to measure the vertical deformation of the specimen. The deformation at the failure point expressed in units of 0.25 mm is called the Marshall flow value of the specimen.
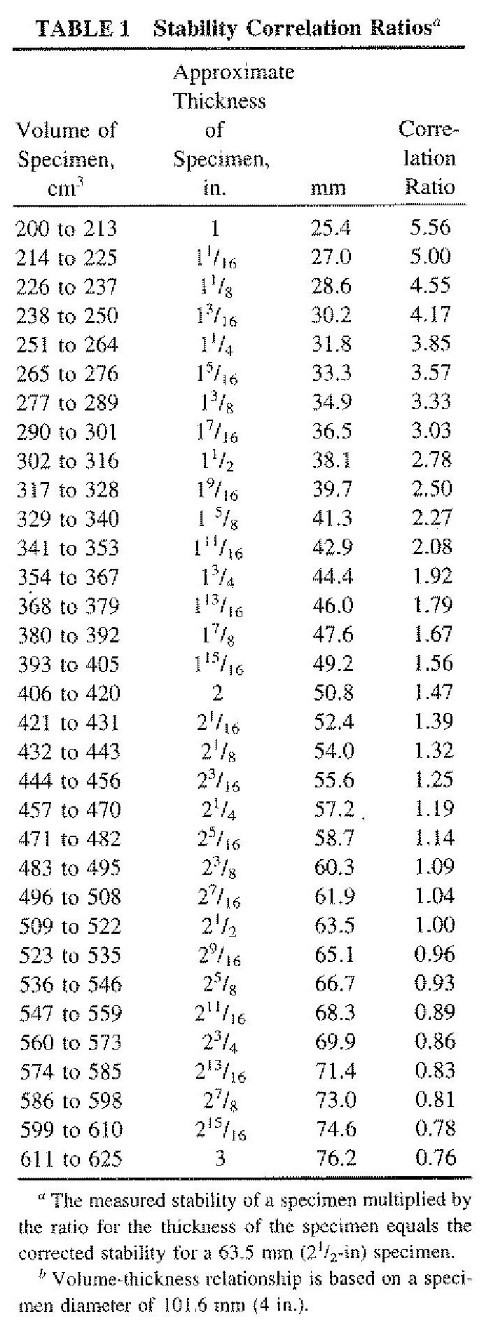
APPLY STABILITY CORRECTION:
It is possible while making the specimen the thickness slightly vary from the standard specification of 63.5 mm. Therefore, measured stability values need to be corrected to those which would have been obtained if the specimens had been exactly 63.5 mm. This is done by multiplying each measured stability value by an appropriated correlation factors as given in Table below.
CORRECTION FACTORS FOR MARSHALL STABILITY VALUES
MARSHALL MIX DESIGN SPECIFICATION:
| Test Property | Specified Value |
| Marshall stability, kg | 900 |
| Flow value, 0.25 mm units | 2-4 |
| Percent air voids in the mix Vv% | 3-6 |
| Voids filled with bitumen
VFB% |
65-75 |
APPARATUS:
- Specimen mold assemble: Mold of cylinders 102 mm (101.6mm) in diameter and 64 mm (63.5mm) in height, base plates, and extension collars. Three molds are recommended.
- Specimen extractor: steel, in the form of disk with a diameter not less than 100 mm and 12.7 mm thick for extracting the compacted specimen from specimen mold with the use of mold collar. A suitable bar is required to transfer the load from the ring dynamometer adapter to the extension collar while extracting the specimen.
- Compaction hammer: having mass of 4536 (±) 9 g, freefall of 457.2 (±) 1.524 mm
- Compaction pedestal
- Specimen mold holder
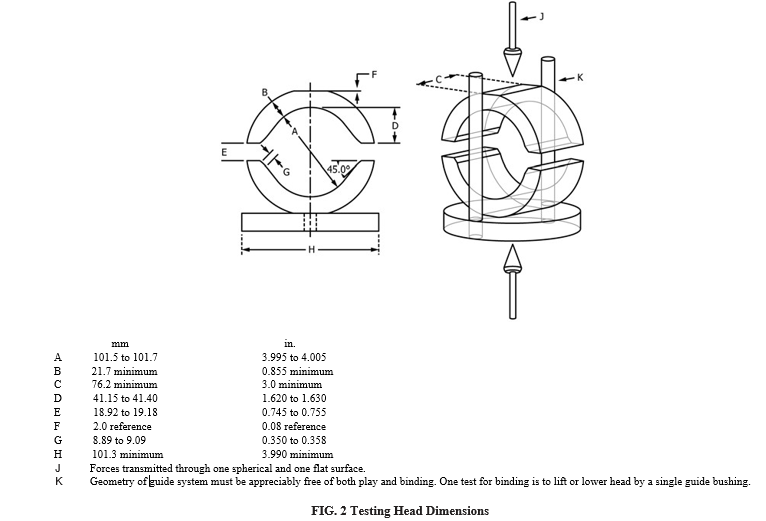
- Breaking Head—The testing head ( 2) shall consist of upper and lower cylindrical segments of cast gray or ductile iron, cast steel, or annealed steel tubing. The lower segment shall be mounted on a base having two perpendicular guide rods or posts (minimum 1⁄2 in. (12.5 mm) in diameter) extending upwards. Guide sleeves in the upper segment shall direct the two segments together without appreciable binding or loose motion on the guide rods. A circular testing head with an inside bevel having dimensions other than specified in Fig. 2 has been shown to give results different from the standard testing head.
- Compression Loading Machine—The compression loading machine ( 3) may consist of a screw jack mounted in a testing frame and shall be designed to load at a uniform vertical movement of 2.00 (±) 0.15 in./min (50 (±) 5 mm/min). The design in Fig. 3 shows power being supplied by an electric motor. A mechanical or hydraulic compression testing machine may also be used provided the rate of loading can be maintained at 2.00 (±) 0.15 in./min (50 (±) 5 mm/min).
- Load Measuring Device—As a minimum, a calibrated nominal 5000 lb (20 kN) ring dynamometer ( 3) with a dial indicator to measure ring deflection for applied loads is required. The 5000 lb (20 kN) ring shall have a minimum sensitivity of 10 lb (50 N). The dial indicator should be graduated in increments of 0.0001 in. (0.0025 mm) or finer. The ring dynamometer should be attached to the testing frame (see ring holding bar, Fig. 3) and an adapter (see ring dynamometer adapter, Fig. 3) should be provided to transmit load to the breaking head. The ring dynamometer assembly may be replaced with a load cell connected to a load deformation recorder or computer provided capacity and sensitivity meet above requirements.
- Flowmeter—The Marshall flowmeter consists of a guide sleeve and a gage ( 4). The activating pin of the gage shall slide inside the guide sleeve with minimal friction and the guide sleeve shall slide freely over the guide post (see Fig. 4) of the breaking head. These points of frictional resistance shall be checked before tests. Graduations of the flowmeter gage shall be increments of 0.01 in. (0.25 mm) or finer. Instead of a flowmeter, other devices such as an indicator dial or linear variable differential transducer (LVDT) connected to a loaddeformation recorder or computer may be used. These alternate devices should be capable of indicating or displaying flow (deformation) to the required sensitivity. These devices must be designed to measure and record the same relative movement between the top of the guide-post and the upper breaking head.
- Water Bath—The water bath shall be deep enough to maintain the water level a minimum of 1.25 in. (30 mm) above the top of specimens. The bath shall be thermostatically controlled so as to maintain the specified test temperature 62°F (1°C) at any point in the tank. The tank shall have a perforated false bottom or be equipped with a shelf for supporting specimens 2 in. (50 mm) above the bottom of the bath and be equipped with a mechanical water circulator.
- Oven—An oven capable of maintaining the specified test temperature 62°F (1°C).
- Air Bath—The air bath for mixtures containing cutback asphalt binder shall be thermostatically controlled and shall maintain the air temperature at (25 (±) 1°C).
- Thermometers—Temperature measuring device(s) readable to (1°C) for checking mixing and compacting temperatures.
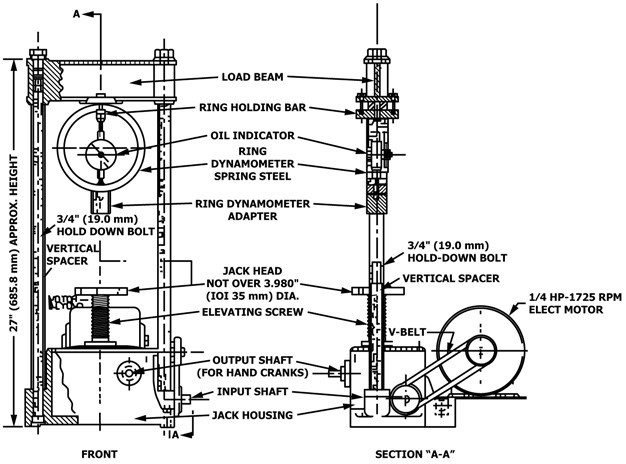
FIG. 3 Compression Machine
SELECTION AND COMBINATION OF AGGREGATES:
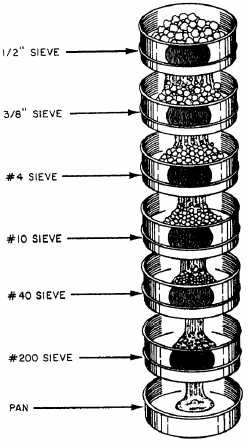
Selection of the aggregates to be used in a given paving mixture is a very important phase of the design phase. In normal procedure, both coarse and fine aggregates available in the near vicinity of the proposed work are sampled and carefully examined for compliance with the individual specifications for these materials. In case no suitable single aggregate is available then aggregates from several different sources may have to be blended to get the required specified specimen. The proportions selected must be within the specification and far enough from its extremes to provide room for the job mix tolerance so that when it is added or subtracted the mixture will not be outside the original specification master range. Sieve Analysis of the aggregates can most economically be used in this case as determined by AASHTO methods of T27 and T37.
MINERAL AGGREGATE AND MIX COMPOSITION
| Passing Sieve Designation | Retained on sieve Designation | Percent by weight |
| ¾ in. (19 mm) | ½ in (12.5 mm) | 0-6 |
| ½ in (12.5 mm) | ⅜ in (9.5 mm) | 9-40 |
| ⅜ in (9.5 mm) | No. 4 (4.75 mm) | 9-45 |
| No. 4 (4.75 mm) | No. 10 (2 mm) | 8-27 |
| Total Coarse Aggregate | No. 10 (2 mm) | 50-65 |
| No. 10 (2 mm) | No. 40 (0.475 mm) | 6-22 |
| No. 40 (0.475 mm) | No. 80 (0.177 mm) | 8-27 |
| No. 80 (0.177 mm) | No. 200 (0.75 mm) | 5-17 |
| No. 200 (0.75 mm) | – | 5-8 |
| Total Fine Aggregate and Filler | Passing No. 10 | 35-50 |
| Total Mineral Aggregate | – | 100 |
| Total Mix | – | – |
| Total Mineral Aggregate | – | 92-95 |
| Asphalt Cement | – | 5-8 |
| Total Mix | – | 100 |
It is obvious that the fine aggregate and coarse aggregate only, in any combination, cannot meet the requirements of the specifications for total mineral aggregate. So, mineral fillers must be used in the mixture.
SIEVE ANALYSIS OF AGGREGATES (% USED FOR EXPERIMENT)
| Passing Sieve Designation
(percent by weight) |
Retained on Sieve Designation
(percent by weight) |
Aggregate Type | ||
| Coarse Aggregates | Fine Aggregates | Mineral Filler | ||
| ¾ in. (19 mm) | ½ in (12.5 mm) | 5 | — | — |
| ½ in (12.5 mm) | ⅜ in (9.5 mm) | 32 | — | — |
| ⅜ in (9.5 mm) | No. 4 (4.75 mm) | 37 | — | — |
| No. 4 (4.75 mm) | No. 10 (2 mm) | 22 | 7 | — |
| No. 10 (2 mm) | No. 40 (0.475 mm) | 4 | 28 | — |
| No. 40 (0.475 mm) | No. 80 (0.177 mm) | — | 39 | 5 |
| No. 80 (0.177 mm) | No. 200 (0.75 mm) | — | 24 | 30 |
| No. 200 (0.75 mm) | — | — | 2 | 65 |
| Total | — | 100 | 100 | 100 |
For first trial, the amount of mineral filler is arbitrarily set at 8 percent. The total coarse aggregate in the mix must be from 50 to 65 percent, and this figure is set as 52 percent. The remaining 40 percent must be fine aggregate.
Calculations made using the indicated proportions in determining the sieve analysis of the combined aggregates are as follows. A comparison of the figures in the last column of the table with the requirements of the specification will show that this combination of aggregates meets the stipulated requirements. This combination will therefore be judged satisfactory and no additional trials are made here.
CALCULATIONS FOR SIEVE ANALYSIS
| Passing Sieve Designation
(% by weight) |
Retained on Sieve Designation
(% by weight) |
Aggregate Type | Aggregate Weight
(gm) |
|||
| Coarse Aggregates | Fine Aggregates | Mineral Filler | Total Aggregate | |||
| ¾ in.
(19 mm) |
½ in
(12.5 mm) |
0.52 x 5 = 2.6 | — | — | 2.6 | 31.2 |
| ½ in
(12.5 mm) |
⅜ in
(9.5 mm) |
0.52 x 32 = 16.6 | — | — | 16.6 | 199.2 |
| ⅜ in
(9.5 mm) |
No. 4
(4.75 mm) |
0.52 x 37 = 19.2 | — | — | 19.2 | 230.4 |
| No. 4
(4.75 mm) |
No. 10
(2 mm) |
0.52 x 22 = 11.4 | 0.4 x 7 = 2.8 | — | 14.2 | 170.4 |
| No. 10
(2 mm) |
No. 40
(0.475 mm) |
0.52 x 4 = 2.2 | 0.4 x 28 = 11.2 | — | 13.4 | 160.8 |
| No. 40
(0.475 mm) |
No. 80
(0.177 mm) |
— | 0.4 x 39 = 15.6 | 0.08 x 5 = 0.4 | 16.0 | 192 |
| No. 80
(0.177 mm) |
No. 200
(0.75 mm) |
— | 0.4 x 24 = 9.6 | 0.08 x 30 = 2.4 | 12.0 | 144 |
| No. 200
(0.75 mm) |
— | — | 0.4 x 2 = 0.8 | 0.08 x 65 = 5.2 | 6.0 | 72 |
| Total | — | 52.0 | 40.0 | 8.0 | 100.0 | 1200 |
DESIGN BITUMEN CONTENT:
When determining the design bitumen content for a particular blend or gradation of aggregates by Marshall Method, a series of test specimens is prepared for a range of different bitumen contents so that the test data curves show well-defined relationships.
Bitumen content can be estimated from following sources
- Experience
- Using filler-to-bitumen ratio guideline ( ranges 06 to 1.2 )
- Computational Formula
P = 0.035a + 0.045b + K c + F
Where
P = Approximate mix bitumen content, percentage by weight of total mix
a = Percentage of mineral aggregate retained on sieve No.10 in whole no.
b = Percentage of mineral aggregate passing sieve No.10 and retained on sieve No.200
c = Percentage of mineral aggregate passing sieve No.200
K = 0.15, 11-15% passing sieve No.200.
= 0.18, 6-10% passing sieve No.200
=0.20, 5% passing sieve No.200
F = 0 to 2%, based on the absorption of light and heavy aggregates. F = 0.7 in case no data is available.
PREPARATION OF TEST SPECIMEN:
- Separate the aggregate in desired fractions by dry sieving.
- The aggregates are first dried to a constant weight at 105 to 110°C.
- Amount of each size fraction required to produce a batch that will give 63.5+1.27 mm high compacted specimen is weighed in a separate pan for each test specimen. It is about 1.2kg of dry aggregates.
- Prepare at least three specimens for each combination of aggregates and bitumen.
- Dry the aggregates to the required mixing temperature.
- Add heated aggregates in a mixing bowl and the required quantity of bitumen is added. Mixing is carried out until all aggregate particles are fully coated with bitumen.
- Optimal viscosity of bitumen for compaction is between 2 Pa.s and 20 Pa.s. If viscosity is too low, the mix will be excessively mobile resulting in pushing of the material in front of the roller, high viscosities will significantly reduce the workability of the mix and little compaction will be achieved.
- Depending upon design traffic category (light, medium and heavy), the compacted mix is expected to withstand 35, 50 and 75 blows respectively applied with compaction hammer to each end of the specimen.
- After compaction, specimens are allowed to cool in air at room temperature until no deformation results on removal from the mold.
DESIGN:
In Marshall Method, each compacted test specimen is subjected to following tests and analysis in the order listed.
- Bulk Specific Gravity Test
- Stability and Flow Test
- Density and Void Analysis
Bulk Specific Gravity Test is performed on freshly compacted specimens after they have cooled to room temperature.
Then immerse the specimen in a water bath at 60°C for 30 to 40 minutes and perform Stability and Flow Tests.
The Testing Machine will apply loads to test specimens through cylindrical segment testing heads at a constant rate of vertical strain of 51mm per minute. Loading is applied until the specimen failure occurs.
STEPS OF DESIGN:
- Select aggregate grading to be used
- Determine the proportion of each aggregate size required to produce the design grading.
- Determine the specific gravity of the aggregate combination and asphalt cement.
- Prepare the trial specimens with varying asphalt contents.
- Determine the specific gravity of each compacted specimen.
- Perform stability tests on the specimens.
- Calculate the percentage of voids, and percent voids filled with Bitumen in each specimen.
- Select the optimum binder content from the data obtained.
- Evaluate the design with the design requirements.
All fractions of aggregates are heated to a temperature of 250°F. Bitumen of specified grade is heated to a temperature of 350°F. Bitumen should not be heated for more than an hour. The required quantity of aggregates and bitumen is mixed manually or electrically at a temperature of 200 to 300°F. After mixing place it in a compaction moLd and give 75 blows to the sample on each side. The specimen is then immersed in water bath at a testing temperature of 60°C for 30 to 40 minutes. Then remove the specimen from water bath and place it on a base plate of Marshall Loading Machine. The proving ring and flow gauge are adjusted to zero reading. The base plate of machine moves upward at a rate of 2 inches per minute. The value of maximum load and dial gauges are recorded and machine is reversed. The elapsed time for the test after the removal of specimen is noted.
STABILITY AND FLOW TEST:
In conducting the stability test, the specimen is immersed in a bath of water at a temperature of 60° ± 1°C for a period of 30 minutes. It is then placed in the Marshall stability testing machine (Fig. 7.1) and loaded at a constant rate of deformation of 5 mm per minute until failure. The total maximum in kN (that causes failure of the specimen) is taken as Marshall Stability. The stability value so obtained is corrected for volume. The total amount of deformation in units of 0.25 mm that occurs at maximum load is recorded as Flow Value. The total time between removing the specimen from the bath and completion of the test should not exceed 30 seconds.
PROCEDURE:
- Bring the specimens prepared with asphalt cement or tar to the specified temperature by immersing in the water bath 30 to 40 minutes or placing in the oven for 2 hours. Maintain the bath or oven temperature at 60 ± 1 O C for the asphalt cement specimens and 37.8 ± 1 O C for tar specimens. Bring the specimens prepared with asphalt cut-back to the specified temperature by placing them in the air bath for a minimum of 2 hours. Maintain the air bath temperature at 25 + 1 O Thoroughly clean the guide rods and the inside surfaces of the test heads prior to making the test and lubricate the guide rods so that the upper test head slides freely over them. The testing-head temperature shall be maintained between 21.1 to 37.8 0C using a water bath when required. Remove the specimen from the water bath, oven, or air bath, and place in the lower segment of the breaking head. Place the upper segment of the breaking head on the specimen, and place the complete assembly in position on the testing machine. Place the flowmeter, where used, in position over one of the guide rods and adjust the flowmeter to zero while holding the sleeve firmly against the upper segment of the breaking head. Hold the flowmeter sleeve firmly against the upper segment of the breaking head while the test load is being applied.
- Apply the load to the specimen by means of the constant rate of movement of the load jack or testing-machine head of 50.8 mm (2 in.) per minute until the maximum load is reached and the load decreases as indicated by the dial. Record the maximum load noted on the testing machine or converted from the maximum micrometer dial reading. Release the flowmeter sleeve or note the micrometer dial reading, where used, the instant the maximum load begins to decrease. Note and record the indicated flow value or equivalent units in twenty five hundredths of a millimetre (hundredths of an inch) if a micrometer dial is used to measure the flow. The elapsed time for the test from removal of the test specimen from the water bath to the maximum load determination shall not exceed 30 seconds.
- A minimum of three specimens of a given mixture shall be tested. The specimens should have the same aggregate type, quality, and grading; the same mineral filler type and quantity; and the same binder source, grade and amount. In addition, the specimens should have the same preparation, that is, temperatures, cooling, and compaction.
- Specimens should be cooled to room temperature after compaction. During cooling they should be placed on a smooth, flat surface.
REPORT:
The report shall include the following information:
- Type of sample tested (laboratory mixed sample, plant mixed sample, or pavement core specimen).
- If available, the nature of asphalt mixture, including aggregate type and grading, binder grade, and binder content.
- Individual and average specimen bulk specific gravities.
- Height of each test specimen in inches (millimetres) to the nearest 0.01 in. (0.25 mm).
- Individual and average values of Marshall stability (uncorrected and corrected if required) to the nearest 10 lbf (50 N).
- Individual and average value of Marshall flow in units of 0.01 in. (0.25 mm) or in units of mm directly, where Flow (0.01 in.) = 4 x Flow (mm), as well as the method used for determining flow (peak or tangent offset).
- Test temperature to the nearest 0.4°F (0.2°C).