Job # 8:
Casting of concrete for the determination of different properties in green and hardened state:
Significance:
- This purpose of this experiment is to simulate the actual formation of concrete mix, its design and production.
- This purpose of this experiment is to simulate the actual formation of concrete mix, its design and production.
Apparatus:
- Concrete Mixer
- Cement
- Sand/Fine Aggregate
- Crush/Coarse Aggregate
- Water
- Molds for samples to be prepared
- Cylinders 300mm x 150mm Ø (Total 6 cylinders, 2 for compressive strength for 7 days, 2 for compressive strength for 28 days and 2 for split cylinder test)
- Cylinders 150mm x 150mm Ø (Total 2 cylinders for double punch test)
- Cubes 150mm (Total 4 cubes, 2 for 7 days compressive strength and 2 for 28 days compressive strength)
- Cubes 100 mm (Total 4 cubes, 2 for 7 days compressive strength and 2 for 28 days compressive strength)
- PCC beams 100mm x 100mm x 500mm (Total 3 beams for Modulus of rupture test)
- RCC beams 76mm x 150mm x 1350mm (Total 4 beams to study flexural behavior of Over reinforced, under reinforced, singly reinforced and doubly reinforced beams)
Related theory:
Tests to be performed in green state:
- Slump test
- Compacting factor test
Tests to be performed in hardened state:
- Compressive strength of 100 mm cubes
- Compressive strength of 150 mm cubes
- Compressive strength of 300mm x 150mm Ø cylinders
- Double punch test on 150mm x 150mm Ø cylinders
- Split cylinder test on 300mm x 150mm Ø cylinders
- Modulus of rupture test on PCC beams 100mm x 100mm x 500mm
- Flexural strength test on RCC beams 76mm x 150mm x 1350mm
Plain Cement Concrete:
PCC consists of three basic ingredients: aggregate, water and Portland cement. According to the Portland Cement Association (PCA, 1988):
“The objective in designing concrete mixtures is to determine the most economical and practical combination of readily available materials to produce a concrete that will satisfy the performance requirements under particular conditions of use.”
PCC mix design has evolved chiefly through experience and well-documented empirical relationships. Normally, the mix design procedure involves two basic steps:
- Mix proportioning: This step uses the desired PCC properties as inputs then determines the required materials and proportions based on a combination of empirical relationships and local experience. There are many different PCC proportioning methods of varying complexity that work reasonably well.
- Mix testing: Trial mixes are then evaluated and characterized by subjecting them to several laboratory tests. Although these characterizations are not comprehensive, they can give the mix designer a good understanding of how a particular mix will perform in the field during construction and under subsequent traffic loading.
This section covers mix design fundamentals common to all PCC mix design methods. First, two basic concepts (mix design as a simulation and weight-volume terms and relationships) are discussed to set a framework for subsequent discussion. Second, the variables that mix design may manipulate are presented. Third, the fundamental objectives of mix design are presented. Finally, a generic mix design procedure is presented.
Basic Concepts
Before discussing any mix design specifics, it is important to understand a couple of basic mix design concepts:
- Mix design is a simulation
- Weight-volume terms and relationships
- Mix Design is a Simulation
First, and foremost, mix design is a laboratory simulation. Mix design is meant to simulate actual PCC manufacturing, construction and performance. Then, from this simulation we can predict (with reasonable certainty) what type of mix design is best for the particular application in question and how it will perform.
Being a simulation, mix design has its limitations. Specifically, there are substantial differences between laboratory and field conditions. For instance, mix testing is generally done on small samples that are cured in carefully controlled conditions. These values are then used to draw conclusions about how a mix will behave under field conditions. Despite such limitations mix design procedures can provide a cost effective and reasonably accurate simulation that is useful in making mix design decisions.
- Weight-Volume Terms and Relationships
The more accurate mix design methods are volumetric in nature. That is, they seek to combine the PCC constituents on a volume basis (as opposed to a weight basis). Volume measurements are usually made indirectly by determining a material’s weight and specific gravity and then calculating its volume. Therefore, mix design involves several key aggregate specific gravity measurements.
PCC is a complex material formed from some very basic ingredients. When used in pavement, this material has several desired performance characteristics – some of which are in direct conflict with one another. PCC pavements must resist deformation, crack in a controlled manner, be durable over time, resist water damage, provide a good tractive surface, and yet be inexpensive, readily made and easily placed. In order to meet these demands, mix design can manipulate the following variables:
- Aggregate: Items such as type (source), amount, gradation and size, toughness and abrasion resistance, durability and soundness, shape and texture as well as cleanliness can be measured, judged and altered to some degree.
- Portland cement: Items such as type, amount, fineness, soundness, hydration rate and additives can be measured, judged and altered to some degree.
- Water: Typically, the volume and cleanliness of water are of concern. Specifically, the volume of water in relation to the volume of Portland cement, called the water-cement ratio, is of primary concern. Usually expressed as a decimal (e.g., 0.35), the water-cement ratio has a major effect on PCC strength and durability.
- Admixtures: Items added to PCC other than Portland cement, water and aggregate. Admixtures can be added before, during or after mixing and are used to alter basic PCC properties such as air content, water-cement ratio, workability, set time, bonding ability, coloring and strength.
Basic Procedure
In order to meet the requirements established by the preceding desirable PCC properties, all mix design processes involve four basic processes:
- Aggregate selection: No matter the specific method, the overall mix design procedure begins with evaluation and selection of aggregate and asphalt binder sources. Different authorities specify different methods of aggregate acceptance. Typically, a battery of aggregate physical tests is run periodically on each particular aggregate source. Then, for each mix design, gradation and size requirements are checked. Normally, aggregate from more than one source is required to meet gradation requirements.
- Portland cement selection: Typically, a type and amount of portland cement is selected based on past experience and empirical relationships with such factors as compressive strength (at a given age), water-cement ratio and chemical susceptibility.
- Mix proportioning: A PCC mixture can be proportioned using experience or a generic procedure (such as ACI 211.1).
- Testing: Run laboratory tests on properly prepared samples to determine key mixture characteristics. It is important to understand that these tests are not comprehensive nor are they exact reproductions of actual field conditions.
The selected PCC mixture should be the one that, based on test results, best satisfies the mix design objectives.
Concrete Mix Design:
The American Concrete Institute (ACI) mix design method is but one of many basic concrete mix design methods available today. This section summarizes the ACI absolute volume method because it is widely accepted in the U.S. and continually updated by the ACI. Keep in mind that this summary and most methods designated as “mix design” methods are really just mixture proportioning methods. Mix design includes trial mixture proportioning (covered here) plus performance tests.
This section is a general outline of the ACI proportioning method with specific emphasis on PCC for pavements. It emphasizes general concepts and rationale over specific procedures. Typical procedures are available in the following documents:
- The American Concrete Institute’s (ACI) Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete (ACI 211.1-91) as found in their ACI Manual of Concrete Practice 2000, Part 1: Materials and General Properties of Concrete.
- The Portland Cement Association’s (PCA) Design and Control of Concrete Mixtures, 14th edition (2002) or any earlier edition.
The standard ACI mix design procedure can be divided up into 8 basic steps:
- Choice of slump
- Maximum aggregate size selection
- Mixing water and air content selection
- Water-cement ratio
- Cement content
- Coarse aggregate content
- Fine aggregate content
- Adjustments for aggregate moisture
- Choice of Slump:
The choice of slump is actually a choice of mix workability. Workability can be described as a combination of several different properties related to its rheology:
- Ease of mixing
- Ease of placing
- Ease of compaction
- Ease of finishing
Generally, mixes of the stiffest consistency that can still be placed adequately should be used (ACI, 2000). Typically slump is specified, but Table below shows general slump ranges for specific applications. Slump specifications are different for fixed form paving and slip form paving.
Slump Ranges for Specific Applications (after ACI, 2000)
| Type of Construction | Slump | |
| (mm) | (inch) | |
| Reinforced foundation walls and footings | 25 – 75 | 1 – 3 |
| Plain footings, caissons and substructure walls | 25 – 75 | 1 – 3 |
| Beams and reinforced walls | 25 – 100 | 1 – 4 |
| Building columns | 25 – 100 | 1 – 4 |
| Pavements and slabs | 25 – 75 | 1 – 3 |
| Mass concrete | 25 – 50 | 1 – 2 |
- Maximum Aggregate Size selection:
Maximum aggregate size will affect such PCC parameters as amount of cement paste, workability and strength. In general, ACI recommends that maximum aggregate size be limited to 1/3 of the slab depth and 3/4 of the minimum clear space between reinforcing bars. Aggregate larger than these dimensions may be difficult to consolidate and compact resulting in a honeycombed structure or large air pockets. Pavement PCC maximum aggregate sizes are on the order of 25 mm (1 inch) to 37.5 mm (1.5 inches) (ACPA, 2001).
- Mixing Water and Air Content Estimation:
Slump is dependent upon nominal maximum aggregate size, particle shape, aggregate gradation, PCC temperature, the amount of entrained air and certain chemical admixtures. It is not generally affected by the amount of cementitious material. Therefore, ACI provides a table relating nominal maximum aggregate size, air entrainment and desired slump to the desired mixing water quantity. Table 5.16 is a partial reproduction of ACI Table 6.3.3 (keep in mind that pavement PCC is almost always air entrained so air-entrained values are most appropriate). Typically, state agencies specify between about 4 and 8 percent air by total volume (based on data from ACPA, 2001).
Note that the use of water-reducing and/or set-controlling admixtures can substantially reduce the amount of mixing water required to achieve a given slump.
- Water-Cement Ratio:
The water-cement ratio is a convenient measurement whose value is well correlated with PCC strength and durability. In general, lower water-cement ratios produce stronger, more durable PCC. If natural pozzolans are used in the mix (such as fly ash) then the ratio becomes a water cementitious material ratio (cementitious material = Portland cement + Pozzolonic material). The ACI method bases the water-cement ratio selection on desired compressive strength and then calculates the required cement content based on the selected water-cement ratio. Table below is a general estimate of 28-day compressive strength vs. water-cement ratio (or water-cementitious ratio). Values in this table tend to be conservative (ACI, 2000). Most state DOTs tend to set a maximum water-cement ratio between 0.40 – 0.50 (based on data from ACPA, 2001).
Water-Cement Ratio and Compressive Strength Relationship (after ACI, 2000)
| 28-Day
Compressive Strength in MPa (psi) |
Water-cement ratio by weight | |
| Non-Air-
Entrained |
Air-
Entrained |
|
| 41.4 (6000) | 0.41 | – |
| 34.5 (5000) | 0.48 | 0.40 |
| 27.6 (4000) | 0.57 | 0.48 |
| 20.7 (3000) | 0.68 | 0.59 |
| 13.8 (2000) | ||
- Cement Content
Cement content is determined by comparing the following two items:
- The calculated amount based on the selected mixing water content and water-cement ratio.
- The specified minimum cement content, if applicable. Most state DOTs specify minimum cement contents in the range of 300 – 360 kg/m3 (500 – 600 lbs/yd3).
An older practice used to be to specify the cement content in terms of the number of 94 lb. sacks of portland cement per cubic yard of PCC. This resulted in specifications such as a “6 sack mix” or a “5 sack mix”. While these specifications are quite logical to a small contractor or individual who buys portland cement in 94 lb. sacks, they do not have much meaning to the typical pavement contractor or batching plant who buys portland cement in bulk. As such, specifying cement content by the number of sacks should be avoided.
- Coarse Aggregate Content:
Selection of coarse aggregate content is empirically based on mixture workability. ACI recommends the percentage (by unit volume) of coarse aggregate based on nominal maximum aggregate size and fine aggregate fineness modulus. This recommendation is based on empirical relationships to produce PCC with a degree of workability suitable for usual reinforced construction (ACI, 2000). Since pavement PCC should, in general, be stiffer and less workable, ACI allows increasing their recommended values by up to about 10 percent. Table 5.18 shows ACI recommended values.
Volume of Coarse Aggregate per Unit Volume of PCC for Different Fine aggregate Fineness Moduli for Pavement PCC (after ACI, 2000)
| Nominal Maximum
Aggregate Size |
Fine Aggregate Fineness Modulus | |||
| 2.40 | 2.60 | 2.80 | 3.00 | |
| 9.5 mm (0.375 inches) | 0.50 | 0.48 | 0.46 | 0.44 |
| 12.5 mm (0.5 inches) | 0.59 | 0.57 | 0.55 | 0.53 |
| 19 mm (0.75 inches) | 0.66 | 0.64 | 0.62 | 0.60 |
| 25 mm (1 inches) | 0.71 | 0.69 | 0.67 | 0.65 |
| 37.5 mm (1.5 inches) | 0.75 | 0.73 | 0.71 | 0.69 |
| 50 mm (2 inches) | 0.78 | 0.76 | 0.74 | 0.72 |
- Fine Aggregate Content:
At this point, all other constituent volumes have been specified (water, portland cement, air and coarse aggregate). Thus, the fine aggregate volume is just the remaining volume of:
- Volume of mixing water
- Volume of air
- Volume of Portland cement
- Volume of coarse aggregate
- Adjustments for Aggregate Moisture
Unlike HMA, PCC batching does not require dried aggregate. Therefore, aggregate moisture content must be accounted for. Aggregate moisture affects the following parameters:
- Aggregate weights. Aggregate volumes are calculated based on oven dry unit weights, but aggregate is typically batched based on actual weight. Therefore, any moisture in the aggregate will increase its weight and stockpiled aggregates almost always contain some moisture. Without correcting for this, the batched aggregate volumes will be incorrect.
- Amount of mixing water. If the batched aggregate is anything but saturated surface dry it will absorb water (if oven dry or air dry) or give up water (if wet) to the cement paste. This causes a net change in the amount of water available in the mix and must be compensated for by adjusting the amount of mixing water added.
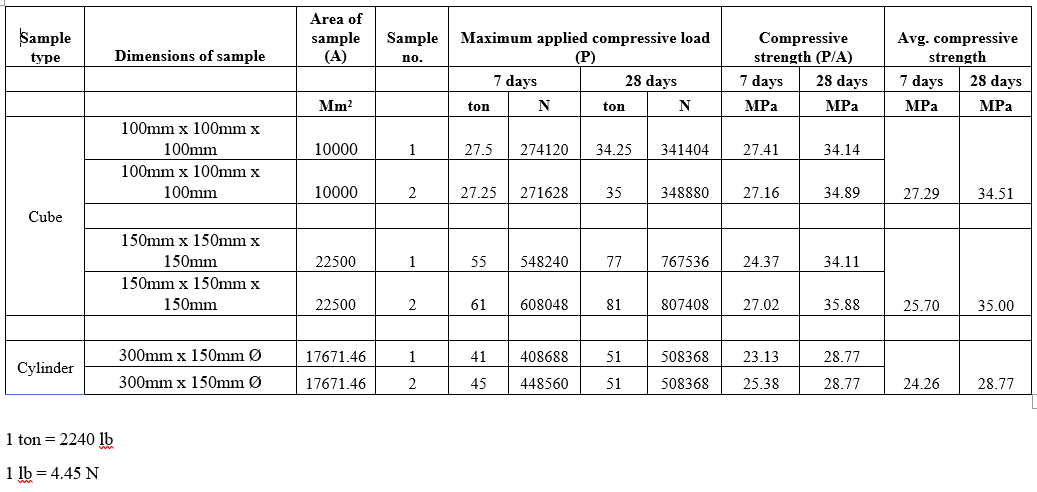
Observations and calculations
Type of cement = Ordinary Portland cement
Brand of cement = Lucky cement
Mass of cement used = 18kg
Mass of fine aggregate used = 27 kg
Mass of coarse aggregates used = 54 kg
Volume of water used = 9 liter
Mixed ratio used = (Cement: Sand: Aggregate) = (1: 1.5: 3)
Density of PCC = 2300 kg/m3
Density of RCC = 2400 kg/m3
Note: All samples were made from the concrete made from above specifications
This is the specification for one batch
| Sr. no. | Sample Type | Quantity | Type of test | Size | Volume of concrete | Total weight of concrete | |
| mm3 | m3 | kg | |||||
| 1 | Cylinder | 6 | 2 for compressive strength for 7 days | 300mm x 150mm Ø | 10602875 | 0.01060 | 24.387 |
| 2 for compressive strength for 28 days | 300mm x 150mm Ø | 10602875 | 0.01060 | 24.387 | |||
| 2 for split cylinder test | 300mm x 150mm Ø | 10602875 | 0.01060 | 24.387 | |||
| 2 | Cylinder | 2 | 2 for double punch test | 150mm x 150mm Ø | 5301437 | 0.00530 | 12.193 |
| 3 | Cube | 4 | 2 for compressive strength for 7 days | 150mm x 150mm x 150mm | 6750000 | 0.00675 | 15.525 |
| 2 for compressive strength for 28 days | 150mm x 150mm x 150mm | 6750000 | 0.00675 | 15.525 | |||
| 4 | Cube | 4 | 2 for compressive strength for 7 days | 100mm x 100mm x 100mm | 2000000 | 0.00200 | 4.600 |
| 2 for compressive strength for 28 days | 100mm x 100mm x 100mm | 2000000 | 0.00200 | 4.600 | |||
| 5 | PCC Beam | 3 | modulus of rupture test | 100mm x 100mm x 500mm | 15000000 | 0.01500 | 34.500 |
| 6 | RCC Beam | 4 | fluxural strength of beams | 76mm x 150mm x 1350mm | 61560000 | 0.06156 | 147.744 |
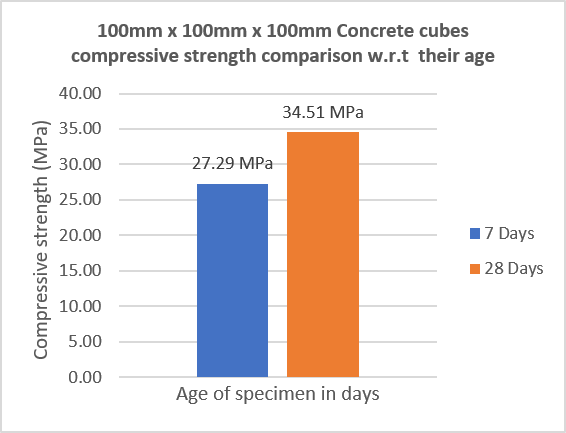
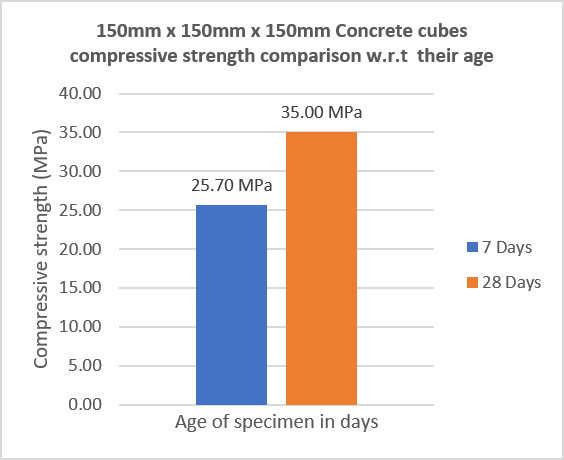
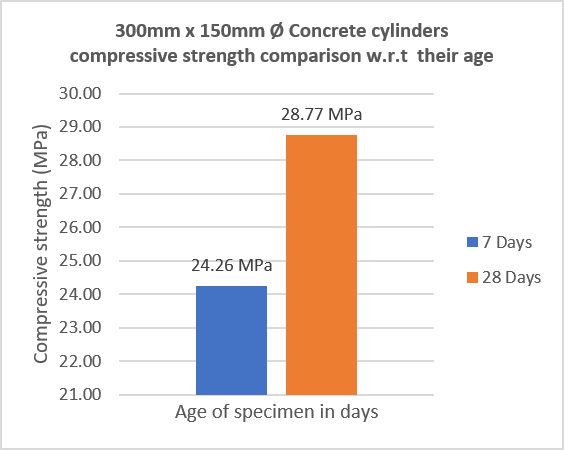
Comparison of compressive strength of concrete cubes and concrete cylinders graphically